×
- Hello
- Login or Register
- Quick Links
- Live Chat
- Track Order
- Parts Availability
- RMA
- Help Center
- Contact Us
- Shop for
- Volvo Parts
My Garage
My Account
Cart
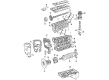
Genuine Volvo Intake Valve
Engine Intake Valve- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
14 Intake Valves found


Volvo Intake Valve Part Number: 1328147
$30.43 MSRP: $35.63You Save: $5.20 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Exhaust Valve Seat

Volvo Intake Valve Part Number: 30720168
$28.73 MSRP: $36.80You Save: $8.07 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve

Volvo Intake Valve Part Number: 463395
$33.29 MSRP: $38.98You Save: $5.69 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve

Volvo Intake Valve Part Number: 9207874
$39.04 MSRP: $45.71You Save: $6.67 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve
Volvo Intake Valve Part Number: 9454608
$41.89 MSRP: $49.06You Save: $7.17 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve

Volvo Valves Part Number: 1317793
$45.34 MSRP: $53.09You Save: $7.75 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Intake Valve; Valve

Volvo Valves Part Number: 30650940
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Intake Valve; Valve
Volvo Intake Valve Part Number: 30684049
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Valve
Volvo Intake Valve Part Number: 30684135
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Valve

Volvo Valves Part Number: 31375630
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve; Intake Valve; Valve
Volvo Intake Valve Part Number: 9454607
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Valve
Volvo Intake Valve Part Number: 31480337
$51.09 MSRP: $65.43You Save: $14.34 (22%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Valve

Volvo Intake Valve Part Number: 1397641
$40.19 MSRP: $47.05You Save: $6.86 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve; Valve

Volvo Intake Valve Part Number: 1218350
$28.98 MSRP: $33.93You Save: $4.95 (15%)Ships in 1-2 Business DaysProduct Specifications- Other Name: Inlet Valve
Volvo Intake Valve
Volvo Intake Valve ensures that every engine takes a breath with perfect timing so drivers have quick throttle response and steady power. Volvo began in 1927 in Gothenburg and ever since then the company has gained trust in their safety ideas such as the three-point seat belt, solid brakes, and clear instruments to make daily traveling less stressful. Volvo also goes to town with electric powertrains and clean Scandinavian design, all with a sense of comfort and responsibility for our planet. The brand builds cars, trucks, and buses and as such families, commuters, and businesses all benefit from the same commitment to durability. Since the brand puts reliability near the top of the list, every single component has to work in harmony, and that is where the Intake Valve plays a key role across the lineup. An Intake Valve opens during the intake stroke to allow the air-fuel mixture to rush in and then closes tight to keep the combustion strong which seems like a small action hard to imagine that it is guarding against loss of power and wasted fuel. A smooth sealing surface prevents exhaust from slipping backward and damaging catalytic parts and keeping emissions low. When a clean Intake Valve combines with an accurate cam profile, engines idle calmly and pull hard down the highway, qualities that fit the balanced nature of every Volvo vehicle. Regular attention to this tough but busy part guarantees the long engine life that is the Volvo hallmark and maintains the driving confidence everyone has come to expect from Volvo.
Trust OEM Intake Valve for quality that holds up. These parts use top-tier materials to keep your ride running smooth. Because they match exact Volvo specs, you get a flawless fit and a hassle-free install every single time. No more fighting with parts that just won't line up. It is easy to search our massive stock of genuine Volvo options at prices you will really like. Every part comes with a real manufacturer's warranty and a simple return policy. Plus, we ship fast to get your order to you. Shop with confidence and give your Volvo the reliability it deserves.
Volvo Intake Valve Parts and Q&A
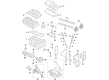
- Q: What role does grinding play in fitting the Intake Valve, and what steps are involved in the process on Volvo 244?A:Grinding in is necessary when fitting valves, both new and old, as it sorts out any scoring and ensures the face and seat of the valve are sloped at the same angle and there is a large area of contact. When new valves are fitted to re-cut seats grinding is still important as the valve face is cut to a slightly smaller angle to that of the cylinder head, which means there is very little contact area. The right contact area is achieved by grinding, but only requires fine and coarse carborundum paste, a cheap tool, and some patience. To start with, place the cylinder head upside down on a bench with blocks of wood for valve stem clearance. Apply a trace of coarse paste on the face of the seat, place the head of the valve into a suction tool and insert it into the cylinder head. Lightly press on the tool as it is rotated in a to and fro movement and then lift the valve, give it a quarter or half turn and repeat. Once a dull, matt, even surface finish has developed on both the valve seat and valve, wipe off coarse paste and change to fine paste, continuing to lift and turn valve. The grinding operation is finished when a smooth unbroken ring of light grey finish is visible on both surfaces. Aim for a certain seat width and if it is too wide cut it down with an oil stone by rounding off the corners carefully. After grinding, thoroughly clean all traces of the grinding compound with paraffin or petrol, making sure to get none in the ports or valve guides.
- Q: How to properly measure and adjust the intake valve clearances on Volvo S40?A:Only spin engine in the normal direction of rotation (clockwise, as seen from the right-hand side of the car). Begin by removing the cylinder head cover and setting the engine to TDC on cylinder No 1 (ensure inlet and exhaust cam lobes of No 1 cylinder are pointing upwards) for the measurement of valve clearances. For each valve, measure the clearance between the base of the cam lobe and the bucket tappet with the help of feeler blades, and record the thickness of the blade which will give a firm sliding fit for all valves of No 1 cylinder, keeping in mind that the clearances sought are different for inlet and exhaust valves. The intake camshaft is on the front of the engine and there is an exhaust camshaft at the back. After recording the clearances of cylinder No 1, rotate the crankshaft in the clockwise direction through 180deg to check the valve clearances of cylinder No 3 and repeat the process for cylinders 4 and 2. If adjustments must be made, remove the camshafts to adjust the bucket tappets. A thinner bucket tappet should be fitted if the valve clearance is too small, while a thicker one is required if the valve clearance is too large, the bucket tappet has a number engraved on the inside, and if this is missing then a micrometer will be needed to see the thickness. Calculate the thickness of the new bucket tappet to be made according to the desired and measured clearances and the tappet thickness found. After fitting the correct thickness bucket tappets in the cylinder head refit the camshafts and check the valve clearances again. If any of the clearances are still out of specification, repeat the adjustment procedure. Keeping a record of thickness of bucket tappets fitted at each position will assist in future adjustments and the required buckets can be purchased in advance once the clearances and existing thicknesses are known. Finally, when everything is correctly cleared, refit the cylinder head cover.
Related Volvo Parts
 Volvo Crankshaft
Volvo Crankshaft Volvo Cylinder Head
Volvo Cylinder Head Volvo Oil Dipstick
Volvo Oil Dipstick Volvo Oil Filter Housing
Volvo Oil Filter Housing Volvo Timing Chain
Volvo Timing Chain Volvo Valve Cover
Volvo Valve Cover Volvo Camshaft Bearing
Volvo Camshaft Bearing Volvo Oil Filter Gasket
Volvo Oil Filter Gasket Volvo Rocker Arm
Volvo Rocker Arm Volvo Timing Cover Gasket
Volvo Timing Cover Gasket Volvo Valve Spring
Volvo Valve Spring Volvo Variable Timing Solenoid
Volvo Variable Timing Solenoid
Browse by Model
240 Intake Valve 244 Intake Valve 245 Intake Valve 740 Intake Valve 760 Intake Valve 780 Intake Valve 850 Intake Valve 940 Intake Valve 960 Intake Valve C30 Intake Valve C70 Intake Valve S40 Intake Valve S60 Cross Country Intake Valve S60 Intake Valve S70 Intake Valve S80 Intake Valve S90 Intake Valve V40 Intake Valve V50 Intake Valve V60 Cross Country Intake Valve V60 Intake Valve V70 Intake Valve V90 Cross Country Intake Valve V90 Intake Valve XC40 Intake Valve XC60 Intake Valve XC70 Intake Valve XC90 Intake Valve